Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: In actual projects, many customers find that the welding quality does not meet expectations after introducing an automatic pipe welding machine. The problem often lies not with the equipment itself, but with detailed errors during the in...
In actual projects, many customers find that the welding quality does not meet expectations after introducing an automatic pipe welding machine. The problem often lies not with the equipment itself, but with detailed errors during the initial installation and parameter setting stages.
This article summarizes, from an engineer’s perspective, the most common and easily overlooked installation and setup problems when using an auto welding machine for pipe.
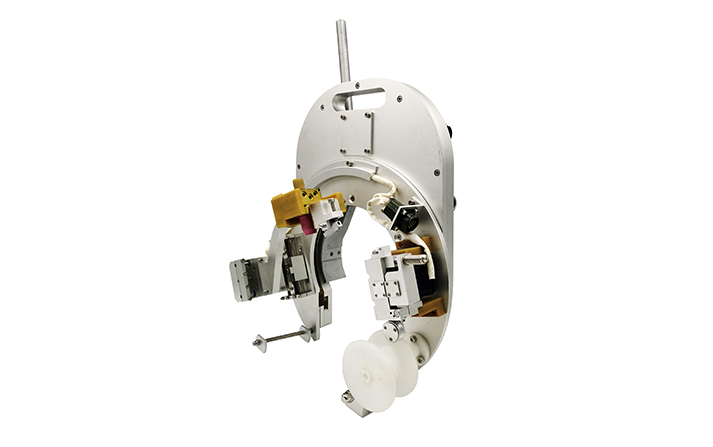
In an auto welding machine for pipe system, even with accurate welding parameters, if the pipes themselves are not properly aligned, the weld quality cannot be guaranteed.
Common errors include:
Reliance on manual visual alignment
Failure to recheck coaxiality after clamping
Failure to recalibrate the fixture when switching between different pipe diameters
Alignment errors directly lead to uneven penetration or localized lack of fusion, which is the primary problem exposed during on-site debugging of many auto pipe welding machines for sale.
Many users of automatic pipe welding machines directly use the sample parameters provided by the manufacturer, ignoring the differences in materials, wall thickness, and bevel conditions.
In engineering, it is important to note:
Sample parameters are for reference only
Actual welding should involve parameter fine-tuning
Arc initiation, stable welding, and arc termination should be set in segments
In pipe welding automation projects, “reproducible” parameters do not equal “universally applicable” parameters.

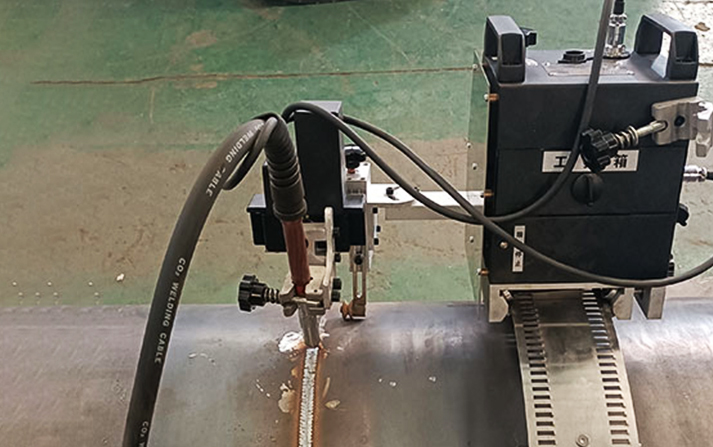
In the setup of an automatic welding machine for pipe, the travel speed and welding current must have a stable matching relationship.
Common setup errors:
Increasing speed without synchronously adjusting the current
Mismatch between pulse frequency and rotation speed
Creeping phenomenon during low-speed welding
These problems are particularly evident in some automatic pipe welding machines for sale, directly affecting weld width and formation consistency.
In automatic welding processes requiring filler wire, wire feeding stability is a key factor. Common problems encountered at the engineering site include:
Wire feeding speed set too high
Wire feeding not synchronized with the welding program
Wire feeding slippage after prolonged operation
Even with a mature auto welding machine for pipe, improper wire feeding parameter settings can lead to incomplete welds or unstable weld formation.
Automatic welding does not mean that external conditions can be ignored.
Factors often overlooked when using an automatic pipe welding machine include:
Unreasonable shielding gas flow rate settings
Ineffective back purging inside the pipe
Wind currents at the site interfering with gas shielding
Especially in on-site projects, these problems are often mistakenly attributed to insufficient equipment performance.
Many users only conduct short-term welding tests when accepting an auto welding machine for pipe.
However, in real production, the following should be verified:
Thermal stability under continuous operation
Parameter drift after prolonged welding
Repeatability of mechanical component positioning accuracy
This is why engineering-level testing is far more important than a single demonstration when purchasing a China auto pipe welding machine for sale.
From an engineering perspective, the successful application of an automatic welding machine for pipe depends 70% on the initial installation and parameter settings, rather than the equipment’s advertised specifications. Only by ensuring engineering-level rigor in critical aspects such as centering, parameter segmentation, travel synchronization, and wire feeding control can pipe welding automation truly deliver its advantages of stability, efficiency, and reproducibility.

