Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: People imagine orbital welding procedures as a PDF manual with a few current settings.In real production, it’s more like choreography between metal, gas, software, and physics. We build automated pipe welding equipment every day, and we...
People imagine orbital welding procedures as a PDF manual with a few current settings.
In real production, it’s more like choreography between metal, gas, software, and physics.
We build automated pipe welding equipment every day, and we see the same truth in every project: a good orbital tube welding machine without a solid procedure is just an expensive rotating torch.
So here is how we design orbital welding procedures in real factories—step by step, but from an engineering angle.
Before touching the orbital tube welder, we study metallurgy.
Different stainless grades react differently:
304 → easy fusion but sensitive to heat tint
316L → slower cooling, cleaner weld pool
Duplex → narrow heat window
Real orbital welding procedures start with heat input calculation, not amperage guessing.
Our orbital tube welding machine database calculates rotation speed, pulse ratio, and arc length based on wall thickness and alloy.
This prevents grain growth and distortion—especially in high purity orbital welding pipelines.
An orbital welding system that understands material behavior produces repeatable welds across shifts and operators.

Most welding failures are geometry failures.
When customers buy an orbital tube welder, they expect magic.
But if tube ovality exceeds tolerance, no arc can compensate.
Our orbital welding procedures always define:
Tube roundness limits
Clamp torque value
Joint gap tolerance
Edge alignment
We design clamping modules inside the orbital tube welding machine to keep axial misalignment under 0.05 mm.
For semiconductor lines requiring high purity orbital welding, we add internal purge alignment rings inside the orbital welding system.
Geometry stability = weld stability.

Classic manuals list one current value.
Real orbital welding procedures use dynamic control.
Our orbital tube welding machine programs divide one rotation into zones:
Ignition zone
Penetration zone
Stabilization zone
Cooling zone
Each zone has its own current and speed curve.
A modern orbital tube welder reads arc voltage feedback in real time, adjusting wire feed or rotation to keep penetration consistent.
This matters in high purity orbital welding, where overheating can ruin corrosion resistance.
A good orbital welding system thinks like a welder—not like a timer.

Gas protection isn’t just liters per minute.
In our factory tests, we model gas turbulence inside the weld head.
Real orbital welding procedures define:
Laminar flow path
Back purge delay
Oxygen decay curve
Gas exit design
Our closed-head orbital tube welding machine uses dual-channel shielding to keep oxygen below target ppm for high purity orbital welding.
A professional orbital tube welder must maintain protection even during rotation acceleration.
That’s why our orbital welding system uses sealed head chambers with pressure-balanced gas.
Every weld leaves data.
Our orbital tube welding machine logs arc voltage, rotation speed, and temperature.
Engineers analyze trends and update orbital welding procedures.
Over time, the orbital tube welder becomes smarter.
Operators become faster.
Reject rates disappear.
This feedback loop is essential for industries like pharmaceutical piping, where high purity orbital welding documentation is mandatory.
An integrated orbital welding system should record and improve—not just weld.
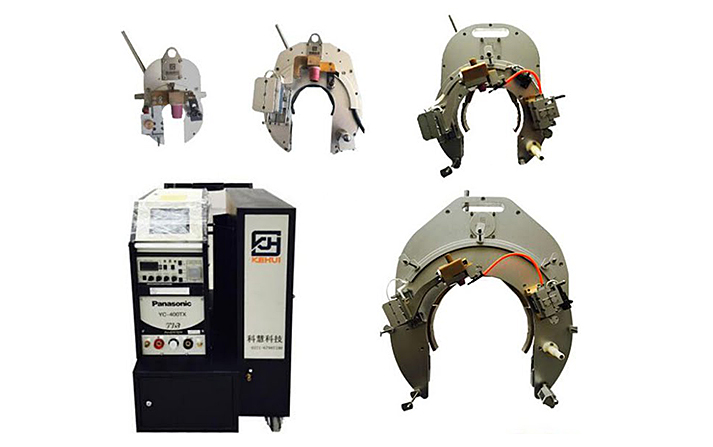
Because we manufacture automated pipe welding equipment ourselves, customers come to us for more than a single orbital tube welding machine.
They need:
Proven orbital welding procedures for their materials
Training for operators
Customized fixtures
Software libraries
Support for high purity orbital welding lines
We design the whole orbital welding system around their production reality—tight spaces, new alloys, aggressive schedules.
Many clients first ask for an orbital tube welder.
What they actually need is a welding process that runs smoothly at 2 a.m. on a Friday shift.
That’s where real engineering begins.

