Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: There is a sound that stays with you when you spend enough time on a boiler shop floor—the consistent hiss of argon, the rhythmic pulse of welding current, and that moment when the arc strikes and begins its orbit. We have been building ...
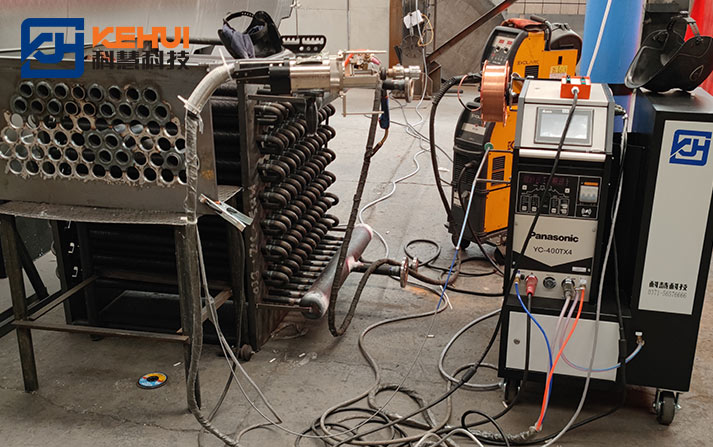
There is a sound that stays with you when you spend enough time on a boiler shop floor—the consistent hiss of argon, the rhythmic pulse of welding current, and that moment when the arc strikes and begins its orbit. We have been building automatic tube to tubesheet welding machine systems for over a decade, and if there is one thing industrial boiler manufacturing has taught us, it is that the joint between tube and tubesheet is where boilers either earn their twenty-year reputation or fail before their first major inspection.
Walk through almost any boiler fabrication facility today, and you will see the shift happening. The old guard of manual welders—folks who could walk a torch around a tube by hand and make it look easy—are retiring. In their place, automatic tube to tubesheet welding machine setups are taking over, not because they replace skill, but because they deliver something manual processes simply cannot: repeatability across thousands of joints, shift after shift.

Industrial boilers are not forgiving. The tube to tubesheet joint in a boiler sees thermal cycling that would make most engineering materials complain. It gets hit with pressure spikes, temperature gradients, and sometimes corrosive chemistry on both sides of the joint. When that joint fails, it is not a simple repair—it is downtime, lost production, and sometimes safety incidents that nobody wants to explain.
Here is what we have learned from watching customers struggle with this: the human hand is remarkable, but it is not consistent enough for modern boiler demands. A manual welder might produce perfect welds first thing in the morning and start drifting by mid-afternoon. An orbital welding tube to tubesheet system, on the other hand, does not get tired. It does not have off days. It runs the program you gave it, exactly the same way, for tube number one and tube number one thousand.
The equipment we build—our tube to tubesheet orbital welding machine systems—are designed specifically for this reality. They lock onto the tube, establish arc length, and execute a weld procedure that was qualified on mock-ups before production ever started. The tungsten orbits, the wire feeds when needed, and the result is a joint that meets code requirements without depending on who happened to be operating that day.

Let us get into the weeds for a moment, because boiler manufacturing is not a forgiving industry for guesswork.
When we talk about orbital welding tube to tubesheet applications, we are really talking about managing heat input in a way that manual processes struggle to achieve. The welding head rotates continuously, and the power source modulates current based on position. Why does that matter? Because welding overhead is different than welding flat. Gravity affects the puddle differently at 90 degrees than it does at 270 degrees. A good automatic tube to tubesheet welding machine compensates for this by pulsing current—high amperage to establish penetration, low amperage to let the puddle freeze just enough that it does not sag .
For boiler tubes, which can range from thin-walled to surprisingly thick sections, this control is everything. Our systems typically run current ranges from 8 to 400 amps, depending on material and wall thickness . The pulse frequency—often between 0.5 and 500 Hz—gets tuned to the specific alloy. Stainless behaves differently than carbon steel, which behaves differently than the exotic alloys some boiler applications now require.
We also spend a lot of time on tungsten geometry. A properly ground electrode, centered precisely in the cup, makes the difference between a weld that looks like stacked dimes and one that wanders or includes inclusions. The tube to tubesheet orbital welding machine heads we build include adjustable tungsten positioning in three axes, because if that arc is not centered, the weld pool is not symmetrical, and the joint becomes a leak waiting to happen.

The tube to tubesheet joint in a boiler is not just about fusion. It is about creating a structure that can withstand pressure differentials without letting anything cross from one side to the other.
In many boiler applications, we are not just welding—we are also expanding. The tube gets rolled or hydraulically expanded into grooves machined into the tubesheet hole. Then the weld gets laid on top. This combination, often called strength welding with expansion backup, creates redundancy. The weld carries the axial load. The expansion ensures intimate contact and blocks crevice corrosion paths .
Research we follow closely shows that the minimum leak path in these joints needs to be at least two-thirds of the tube wall thickness to be considered reliable . That is not something you can eyeball. It requires consistent penetration, which requires consistent heat input, which requires automation.
When we section sample welds from our customers’ test coupons—something we do regularly to validate procedures—we look at grain structure in three zones: the weld zone itself, the heat-affected zone, and the unaffected base material. In properly executed orbital welds, the grain refinement through these zones follows predictable patterns. Hardness increases slightly in the weld zone, which is expected, but stays below the limits that would indicate embrittlement .
Boilers come in all shapes and sizes, and the welding equipment has to adapt.
For tubes that protrude from the tubesheet face, we set up our welding heads with torch angles adjustable up to 30 degrees to get proper fillet geometry. For flush tube configurations, the head runs differently—no filler wire, just fusion of the tube end to the tubesheet face. Some applications call for recessed tubes, where the weld happens below the surface, requiring even more precise torch positioning .
The automatic tube to tubesheet welding machine we deliver to boiler manufacturers typically includes a library of programs. The operator selects the tube diameter—anywhere from 12 mm to 80 mm in our standard configurations—and the joint type. The machine sets travel speed, wire feed if needed, and pulsing parameters . It remembers what worked on the last job and applies that knowledge to the next one.
We also pay attention to cooling. Boiler shops often run multiple shifts, and welding heads get hot. Our systems integrate water cooling through the head body, allowing continuous operation at high currents without thermal shutdown . The last thing a production schedule needs is equipment that forces coffee breaks.

One thing that separates boiler welding from less demanding applications is metallurgical accountability. The materials change behavior when they melt and resolidify.
Take titanium, which shows up in some high-performance boiler applications. Research on titanium Grade 2 tube-to-tubesheet joints shows that the weld zone transforms from the original alpha phase to alpha-prime phase after rapid cooling . This affects hardness and corrosion resistance. The same weld parameters that work for stainless steel will not work for titanium, and an orbital welding tube to tubesheet system has to account for this at the programming level.
For dissimilar metal joints—and we see more of these as designers try to optimize cost versus performance—the challenges multiply. Different thermal conductivities, different melting points, different coefficients of expansion. A tube to tubesheet orbital welding machine running an autogenous program might produce one result, while adding filler wire matching the higher alloy side might produce another. We have seen customers struggle with this until they realize that the equipment is only as good as the procedure development behind it .
When a boiler manufacturer comes to us asking about automation, we do not start with equipment specifications. We start with their joint configuration, their materials, their code requirements, and their production volume.
The automatic tube to tubesheet welding machine we build is a tool, not a magic wand. It executes procedures consistently. It documents parameters for traceability. It reduces the defect rate below 1% when properly set up . But someone still has to develop those procedures, qualify them on mock-ups, and verify that the production environment matches the conditions under which the procedure was developed.
We also emphasize that orbital welding changes the skill requirements on the floor. You do not need certified manual welders anymore—you need technicians who understand programming, troubleshooting, and weld inspection. The equipment handles the torch movement; the operator handles the thinking.
For boiler manufacturing, where joints number in the thousands and failure is not an option, that trade-off makes sense. Let the machine do what machines do best—repeat the same motion precisely, every time. Let people do what people do best—solve problems, optimize parameters, and make judgment calls when something looks off.
Industrial boilers are not getting simpler. Pressures go up, temperatures go up, efficiency demands increase, and the margin for error shrinks. The tube to tubesheet joint sits right at the intersection of all these pressures.
We build automatic tube to tubesheet welding machine systems because we have seen what happens when those joints fail. We have also seen what happens when they are done right—boilers that run for decades, maintenance records that stay clean, and manufacturers who sleep well at night.
If you are in boiler manufacturing and still walking a torch around every tube by hand, it might be worth asking whether that approach scales to the demands of modern production. The technology exists to take the variability out of the process. It exists to document every weld. It exists to let you focus on the big picture while the machine handles the details.
Stop by our shop sometime. We will run samples on your material, show you the difference in consistency, and help you figure out which configuration actually makes sense for your floor. No jargon, no pressure—just decades of watching arcs dance and figuring out how to make them dance better.


