Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: There is a phone call we get at least once a week. Someone on the other end says they have a heat exchanger to build—stainless tubes, carbon steel tubesheet—and they are fighting weld defects. Cracking, porosity, incomplete fusion. They ...
There is a phone call we get at least once a week. Someone on the other end says they have a heat exchanger to build—stainless tubes, carbon steel tubesheet—and they are fighting weld defects. Cracking, porosity, incomplete fusion. They have tried different rods, different welders, different preheat. Nothing seems to work consistently.
We have been building automatic tube to tubesheet welding machine systems for over fifteen years, and this specific material combination comes up more than any other. It is not that stainless and carbon steel refuse to weld together. They do it every day in shops around the world. But doing it right requires understanding what is actually happening in that joint—and using equipment that can control variables a human hand cannot.

The problem starts with basic physics. Stainless steel expands more than carbon steel when it heats up, and it expands faster. During welding, that means the tube wants to grow while the tubesheet tries to hold it still. The result is residual stress that can pull the weld apart as it cools.
The second issue is metallurgical. If you melt too much carbon steel into the weld pool, you get dilution. The chemistry shifts. Instead of a proper stainless weld, you end up with something that might be brittle or prone to corrosion. This is why filler metal selection matters—typically 309L or 309LSi, which is designed to accommodate dilution from both sides.
There is also the practical problem of fit-up. Stainless tubes spring differently than carbon steel. They do not roll into the tubesheet the same way. If the tube is not sitting tight against the hole, you get gaps. Gaps mean inconsistent heat transfer during welding, which means inconsistent penetration.
Research backs this up. In one documented case, what looked like material problems turned out to be contamination from cutting fluids trapped in the annular space. That fluid decomposed in the arc, generated hydrogen, and caused porosity that looked exactly like a metallurgical failure. Cleanliness is not optional here.
When you are dealing with dissimilar materials, consistency becomes everything. A manual welder can produce a perfect joint at 9 AM and a reject at 3 PM. Their arm gets tired. Their angle shifts slightly. Their travel speed changes.
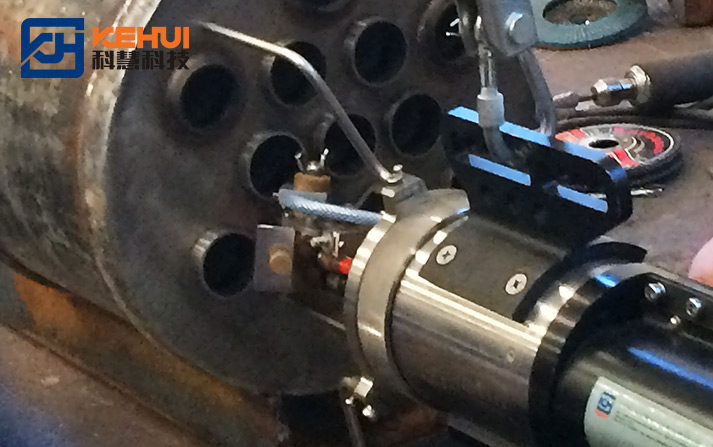
An automatic tube to tubesheet welding machine does not have those problems. It runs the same program on tube 500 as on tube one. It maintains arc length electronically. It compensates for position changes as the head orbits.
For stainless-to-carbon steel, orbital welding tube to tubesheet offers specific advantages. The ability to pulse current—alternating between high amperage for penetration and low amperage to let the puddle freeze—prevents the sag that happens when welding overhead. Pulse frequencies can be tuned to the exact wall thickness and material combination. Too much heat and you get dilution problems. Too little and you get incomplete fusion.
The welding head itself is where precision lives. A good orbital welding tube to tubesheet head centers itself on the tube ID using expanding mandrels. If the head is off-center, arc length varies around the circumference, and penetration varies with it. Our heads allow adjustment in three axes—axial, radial, angular—so once you set it for a given tube size, it stays there through hundreds of cycles.

There is a difference between a seal weld and a strength weld tube to tubesheet. A seal weld just keeps fluid from leaking. It is usually small, often just a fusion pass. A strength weld tube to tubesheet is designed to carry load—to transfer axial tube forces into the tubesheet and keep the tube from pulling out under pressure or thermal expansion.
For stainless tubes in a carbon steel tubesheet, achieving a strength welded tube to tubesheet joint typically requires a protruding tube configuration. The tube extends 2-3 mm beyond the tubesheet face, and a fillet weld is laid around the circumference. That fillet adds throat thickness and creates a mechanical lock beyond what fusion alone provides.
Filler metal selection for a strength weld matters more than for a seal weld. With 309L filler, the weld metal can accommodate dilution from both base materials while maintaining adequate mechanical properties. The procedure must be qualified on mock-ups, with cross-sections examined to verify penetration and freedom from defects.
ASME UW-20 defines what qualifies as a full strength weld versus partial strength. For applications where the joint must carry the full tube load—like high-pressure feedwater heaters—the weld size must be calculated and the procedure rigorously documented.
Different industries use stainless-to-carbon steel tube to tubesheet joints for different reasons, and the equipment adapts to each.
Refinery Heat Exchangers
In a refinery, you might have stainless tubes for corrosion resistance on the process side and a carbon steel tubesheet because it is cheaper and strong enough for the shell-side pressure. An automatic tube to tubesheet welding machine here runs production on hundreds of tubes per bundle. The weld head has to fit into tight lanes between tubes, center quickly, and produce consistent fillet welds that pass both visual and NDT inspection. Water-cooled heads let you run all shift without overheating.
Power Plant Feedwater Heaters
Feedwater heaters see brutal thermal cycling. Start-up, shut-down, load changes—every cycle puts strain on every joint. A strength welded tube to tubesheet joint here must accommodate differential expansion between stainless tubes and carbon steel tubesheet without cracking. Research shows that combining welding with expansion—rolling or hydraulically expanding tubes into grooves after welding—creates redundancy. The weld carries axial load, the expansion ensures contact and blocks crevice corrosion.
Chemical Process Vessels
In pressure vessels with internal heating or cooling coils, stainless tubes may be welded to carbon steel tubesheets that are part of the vessel wall. Here, orbital welding tube to tubesheet heads must reach into confined spaces and produce code-quality welds that meet ASME Section VIII requirements. Access is tight, visibility is poor, and manual welding is nearly impossible. Automation is the only practical answer.
Power Plant Condensers
Large condensers often use stainless or titanium tubes with carbon steel tubesheets. These are high-volume jobs—thousands of tubes per unit. Our TP040 heads are designed for these applications, handling flush tube configurations without wire feeding. The enclosed design provides the inert gas coverage needed for oxidation-sensitive materials, and the light weight (3.65 kg) means operators can position them without cranes.
Here is what we tell customers when they ask how to approach a stainless-to-carbon steel job:
Clean everything. Cutting fluids from tube hole machining must be removed. If fluid is trapped in the annular space, it will decompose in the arc, generate hydrogen, and cause porosity. Solvent cleaning followed by drying is mandatory.
Check fit-up. The tube should sit snugly in the hole. Gaps cause inconsistent heat transfer and inconsistent penetration. If the fit is loose, consider expanding the tube slightly before welding to ensure contact.
Qualify the procedure. Run mock-ups with the same materials, same tube diameter, same wall thickness. Section them. Look at penetration, fusion, and freedom from defects. Adjust parameters until every cross-section meets requirements.
Set up the automatic tube to tubesheet welding machine. Select the correct collet size. Install the appropriate torch angle—typically 7 degrees for protruding fillet welds. Program the weld schedule based on qualified procedure: current, pulse parameters, travel speed, wire feed rate.
Monitor while welding. Modern systems log every parameter for traceability. If something drifts out of spec, the machine alerts the operator. You get proof later that every joint meets requirements.
The argument for orbital welding tube to tubesheet in dissimilar metal applications comes down to consistency. You cannot afford variation when materials want to behave differently. One weld that runs slightly hot might have excessive dilution. One that runs slightly cold might lack fusion. With thousands of joints in a single heat exchanger, even a 1% defect rate means ten failed tubes.
An automatic tube to tubesheet welding machine removes that risk. It executes the qualified procedure exactly the same way every time. It does not get tired, does not get distracted, does not have off days. The operator focuses on loading the head and inspecting results while the machine does the work.
If you are building heat exchangers, feedwater heaters, condensers, or pressure vessels with stainless tubes and carbon steel tubesheets, come see what our machines can do. Bring a sample, and we will run it on our floor. You will see the difference in consistency, in appearance, and in the data. No sales pitch—just decades of helping people weld difficult combinations correctly.


