Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Every week, someone calls us and asks the same question: "What does an orbital welding machine for tube to tubesheet welding cost?" It is a fair question. Nobody writes checks without knowing the number. But after fifteen years of buildi...
Every week, someone calls us and asks the same question: “What does an orbital welding machine for tube to tubesheet welding cost?” It is a fair question. Nobody writes checks without knowing the number. But after fifteen years of building tube to tubesheet welding machine systems, we have learned that the price tag on the equipment is only the beginning of the conversation.
Let us talk about what you are actually buying when you invest in one of these machines—and why the cheapest option upfront is often the most expensive choice in the long run.
If you want a straight answer, here it is: a complete orbital welding machine for tube to tubesheet welding package typically runs between $12,000 and $17,000 in our factory, depending on what you need.
The low end gets you a basic power source and a single welding head, usually configured for one tube diameter range. The high end buys you a multi-head system with closed-loop process control, wire feeder integration, data acquisition for traceability, and enough flexibility to handle tube sizes from 12mm to 80mm without buying new hardware every time your job changes.
But here is the thing about that range—it does not tell you much by itself. We have seen customers buy a $30,000 system and spend another $20,000 in the first year on consumables, rework, and lost production because the machine could not hold tolerance. We have also seen customers spend $40,000 on a system and recover that investment in six months because their reject rate dropped from 8% to under 1%.

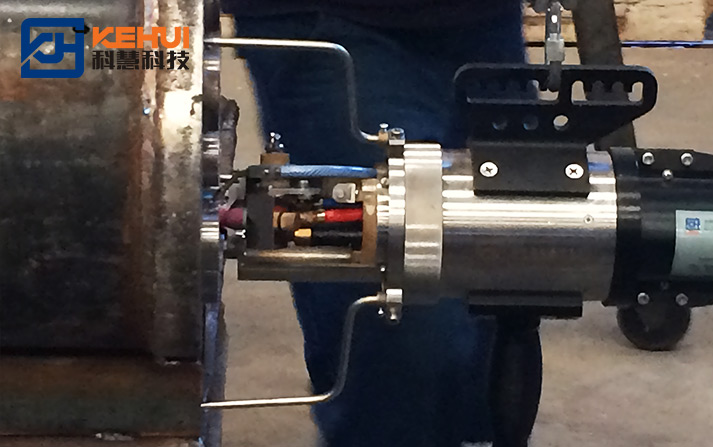
When you look at a tube to tubesheet welding machine price, you are really paying for precision, repeatability, and flexibility.
The welding head itself is where the engineering happens. Cheap heads use basic bearings and simple collet systems. They work—for a while. But when you are welding thousands of tube to tubesheet joint configurations, those bearings wear, the collets loosen, and suddenly your arc length starts drifting. Our heads use precision-ground collets and sealed bearings because we have seen what happens when a head fails halfway through a production run.
The power source matters just as much. Orbital welding tube to tubesheet requires current control that responds in milliseconds. A sagging AC line, a slight resistance change in the cable, a variation in material thickness—the power source has to compensate instantly. Cheap inverters cannot do this. They produce inconsistent penetration, which means inconsistent joint strength, which means leaks.
Then there is the software. Modern orbital welding machine for tube to tubesheet welding systems include libraries of weld schedules for different materials and joint types. They log every parameter for every weld. They alert operators when something drifts out of spec. That software development costs money, but it saves multiples of that cost the first time you need to prove to a customer that every joint on their heat exchanger meets code.

Let us be honest about something that equipment sales brochures ignore: the cost of learning.
When you bring in an orbital welding machine for tube to tubesheet welding, your welders become programmers. They have to understand pulse parameters, travel speed calculations, wire feed synchronization. They have to interpret weld schedules and troubleshoot when something looks wrong. That learning curve costs time, and time on a production floor is money.
We address this by spending three days on-site with every new customer. Not phone support—actual floor time, running their material, training their people, answering the questions that only come up when you are staring at a weld that does not look quite right. That training is built into our pricing because we learned long ago that equipment without knowledge is just expensive scrap metal.
The other hidden cost is tooling. A tube to tubesheet welding machine head needs collets sized to your specific tube diameters. If you run multiple tube sizes, you need multiple collet sets. Some manufacturers treat these as profit centers—charging hundreds of dollars for what amounts to a precision-machined piece of copper. We price them reasonably because we would rather you buy more heads from us later than resent us every time you change a collet.

Here is where the math gets interesting.
A skilled manual welder can produce maybe 40 to 60 tube-to-tubesheet welds in a shift, depending on access and joint configuration. They will be exhausted by the end of the day, and their welds will show it—wider at the start, narrower at the end, inconsistent penetration.
An orbital welding tube to tubesheet system running the same job produces 80 to 120 welds per shift, every shift, with every weld essentially identical to the last. The operator loads the head, starts the cycle, and while the machine welds, they can be prepping the next tube or inspecting the previous joint.
When you do the math—labor rates, production volume, reject rates—the orbital welding tube to tubesheet machine pays for itself in months, not years. We have customers who bought their first system from us a decade ago and now run entire production lines with nothing else. They tell us they cannot imagine going back.
If you are shopping for an orbital welding machine for tube to tubesheet welding, stop asking about price first. Ask these questions instead:
What tube diameters and materials do you weld most often? The machine that handles your standard 1-inch carbon steel tubes may not work for your occasional 2-inch stainless job.
What joint configurations do you use? Flush tubes need different torch geometry than protruding tubes. Recessed tubes need different torch angles and possibly different heads entirely.
What code requirements do you meet? ASME Section IX, for example, requires specific documentation. Your welding machine should log the parameters that code inspectors want to see.
What happens when something breaks? Not if—when. Welding heads take abuse. Heat, spatter, mechanical stress. If your supplier cannot ship a replacement part overnight, you lose production.
We have been building these machines since 2010. In that time, we have seen the industry shift from manual welding to orbital welding as the default choice for critical tube to tubesheet joint applications. The reason is simple: consistency.
A tube to tubesheet welding machine does not get tired. It does not have bad days. It does not argue with the foreman. It runs the program you gave it, exactly the same way, for every tube in every bundle. When you are building a heat exchanger that needs to run for twenty years without leaking, that consistency is worth whatever it costs.
So yes, you can buy a cheaper orbital welding machine for tube to tubesheet welding from someone else. We have seen the used equipment listings. We have also seen the calls from customers who bought that equipment and now need us to fix what it broke.
Or you can buy from us, pay a fair price for equipment that actually works, and spend your time building boilers instead of fixing welds.
Stop by our shop sometime. We will run samples on your material, show you the difference in our heads versus the competition, and help you figure out which configuration actually makes sense for your floor. No pressure, no jargon—just decades of watching arcs dance and helping people make better welds.


