Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: In heat exchanger manufacturing, the real story is not the shell, not the baffles, not even the tube bundle density. It’s the tube to tubesheet joint. This tiny circular interface decides whether a unit runs for 20 years—or leaks in 20 w...
In heat exchanger manufacturing, the real story is not the shell, not the baffles, not even the tube bundle density. It’s the tube to tubesheet joint. This tiny circular interface decides whether a unit runs for 20 years—or leaks in 20 weeks.
Understanding different tube-to-tubesheet joint types is not academic theory. It directly affects equipment reliability, inspection strategy, and even which tube to tubesheet welding machine you should choose.
Below, we break down major tube-to-tubesheet joint types from a practical, production-oriented perspective.

The expanded tube to tubesheet joint is the most traditional solution. It relies on mechanical rolling to plastically deform the tube outward, pressing it against the tube sheet hole.
This tube tubesheet joint type depends heavily on interference fit and material ductility. The process—often called tube to tube sheet expansion—is fast and economical, especially for large-diameter exchangers.
However, expansion alone has limits:
As one of the classic tube to tubesheet joint types, it works well for moderate duty systems—but struggles in aggressive service environments.

When pressure and safety requirements increase, manufacturers turn to strength weld tube to tubesheet solutions.
In this tube to tubesheet joint type, welding provides structural integrity rather than just sealing. The weld carries mechanical loads, not merely preventing leakage.
A properly executed strength welded tube to tubesheet joint offers:
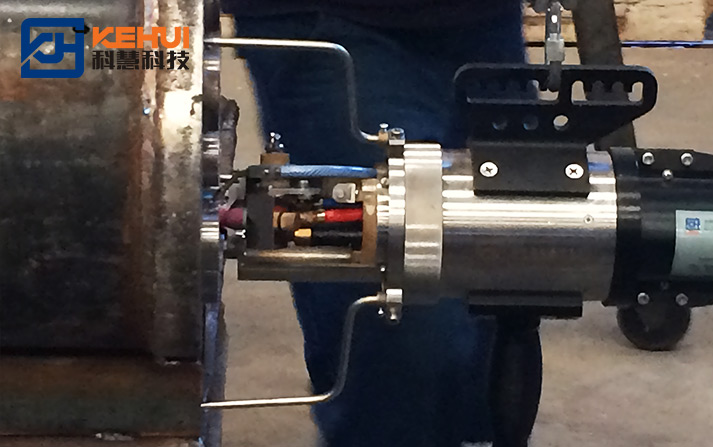
This is where automation matters. Manual welding introduces arc instability and inconsistent penetration. A precision tube to tubesheet welding machine ensures repeatable orbital motion, stable heat input, and consistent fusion.
For modern fabrication, strength welding is no longer optional—it’s strategic.

This tube to tubesheet joint combines expansion with a light weld pass. The expansion provides positioning and mechanical grip, while the weld ensures leak tightness.
Compared with full strength welding, the heat input is lower. But quality still depends heavily on process control. Even for seal welding, a compact tube to tubesheet welding machine dramatically improves consistency—especially in high tube-count exchangers.
Among current tube to tubesheet joint types, this hybrid solution balances cost and performance.
For severe service conditions—nuclear, high-pressure steam, corrosive chemicals—a combined approach is used:
This produces a highly reliable tube to tubesheet joint capable of handling pressure, vibration, and long-term cyclic loading.
From a manufacturing standpoint, this tube tubesheet joint type demands tight parameter control. Orbital automation becomes essential. A dedicated tube to tubesheet welding machine ensures that every joint matches the previous one—arc length, rotation speed, penetration depth.
Selecting between different tube to tubesheet joint types is not about preference—it’s about operating data:
If the joint must carry structural load, a strength welded tube to tubesheet joint is the logical path.
If cost sensitivity dominates and pressure is moderate, an expanded tube to tubesheet joint may suffice.
If leak-tightness and durability both matter, hybrid solutions win.
But regardless of the selected tube to tubesheet joint type, consistency is the real differentiator. That’s where automation reshapes the equation.
A high-precision tube to tubesheet welding machine removes variability from the tube to tubesheet joint process. It controls arc energy, orbital speed, and fusion uniformity across hundreds—or thousands—of tubes.
For manufacturers building heat exchangers at scale, automated orbital systems are not luxury tools. They are stability tools.
In the end, mastering tube to tubesheet joint types is not just about knowing definitions. It’s about controlling metallurgy, stress distribution, and repeatability—joint after joint, exchanger after exchanger.


