Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: When engineers search for tube to tubesheet joint type as per ASME, they are usually not looking for theory. They are trying to answer a very practical question: Will this joint survive pressure, temperature cycles, and inspection? In...
When engineers search for tube to tubesheet joint type as per ASME, they are usually not looking for theory. They are trying to answer a very practical question: Will this joint survive pressure, temperature cycles, and inspection?
In heat exchanger fabrication, the difference between a stable unit and a problematic one is often hidden inside the tube to tube sheet joint.
Let’s break it down from a manufacturing perspective.

ASME does not promote one universal solution. Instead, it defines structural intent. A tube to tubesheet joint must satisfy strength, sealing, and inspection requirements based on service conditions.
In practice, the most common configurations include:
Each tube to tubesheet joint configuration reflects different design pressure, corrosion allowance, and fatigue expectations.
The real question is not “Which is standard?”
The real question is: Which tube to tube sheet joint matches the load path of your exchanger?

Tube to tubesheet expansion is the most traditional method. A roller expands the tube plastically into the tube hole, forming interference contact.
A typical tube to tubesheet expansion joint relies on:
This tube to tube sheet joint works well in moderate pressure systems. But under severe thermal cycling, relaxation may reduce residual contact stress.
From a fabrication viewpoint, tube to tubesheet expansion is fast—but it does not add metallurgical bonding.

When pressure increases, expansion alone is rarely enough. That’s where tube to tubesheet strength weld becomes critical.
In this configuration, the tube to tubesheet joint is designed to carry mechanical loads. The weld is not cosmetic. It is structural.
A properly executed tube to tube sheet joint with strength welding offers:
But here’s the reality: manual welding introduces variability in arc length and penetration. That variability directly affects the integrity of the tube to tubesheet joint.
This is exactly why orbital automation has become essential.
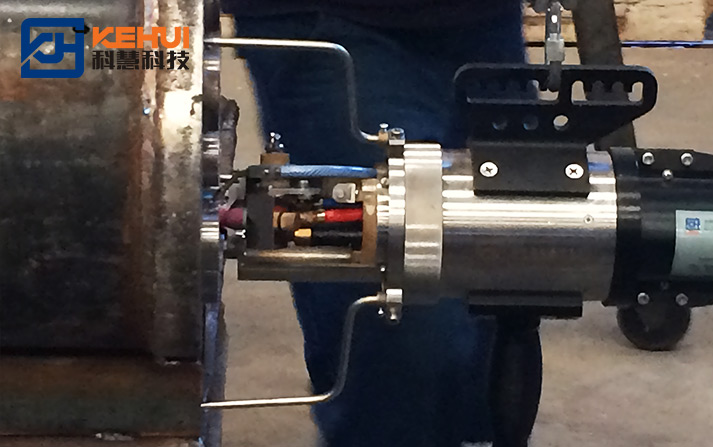
An automatic tube to tubesheet welding machine does more than rotate a torch. It stabilizes the entire energy input cycle.
For strength-welded configurations defined under tube to tubesheet joint type as per ASME, consistency is everything.
An advanced automatic tube to tubesheet welding machine ensures:
When hundreds or thousands of tubes are involved, the only realistic way to guarantee uniform tube to tube sheet joint quality is automation.
From our factory floor perspective, once customers switch to an automatic tube to tubesheet welding machine, rejection rates drop and inspection confidence rises dramatically.
For high-pressure or critical service exchangers, ASME-oriented designs often combine tube to tubesheet expansion with tube to tubesheet strength weld.
This hybrid tube to tubesheet joint:
The result is a reinforced tube to tube sheet joint capable of handling vibration, pressure pulses, and long-term fatigue.
However, the success of this method depends heavily on process sequence control. Expansion percentage, welding parameters, and thermal distortion must be coordinated.
Again, an automatic tube to tubesheet welding machine provides the precision required to keep every joint within specification.
Choosing a tube to tubesheet joint type as per ASME is not about copying previous drawings. It requires evaluating:
If the exchanger must carry structural loads through the joint, tube to tubesheet strength weld is non-negotiable.
If service is moderate and cost-sensitive, a controlled tube to tubesheet expansion joint may be acceptable.
But regardless of the selected tube to tubesheet joint, manufacturing stability defines final quality.
As a manufacturer of orbital systems, we see the same pattern repeatedly:
Design defines the tube to tube sheet joint concept.
Process control defines whether it actually works.
Understanding tube to tubesheet joint type as per ASME is step one.
Controlling it with an automatic tube to tubesheet welding machine is step two.
In high-performance heat exchanger production, both steps are equally critical.


