Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: In heat exchanger production, nothing exposes craftsmanship faster than the weld around a single tube. The shell may look perfect, but the real reliability lives inside each tube to tubesheet joint. That’s why the tube to tubesheet weldi...
In heat exchanger production, nothing exposes craftsmanship faster than the weld around a single tube. The shell may look perfect, but the real reliability lives inside each tube to tubesheet joint. That’s why the tube to tubesheet welding procedure is not just a step on a traveler sheet—it’s a system of control, measurement, and repeatability.
From our perspective as a factory building orbital welding equipment, the difference between a “good weld” and a predictable process is all about how the procedure is executed.

Every solid tube to tubesheet welding procedure starts before the arc. Tube projection length, hole tolerance, surface cleanliness, and alignment decide whether the weld pool behaves or misbehaves.
A stable tube to tubesheet joint needs:
If fit-up varies, even the best orbital welding machine for tube to tubesheet welding can’t compensate. Welding quality starts with geometry.

Once fit-up is fixed, parameter development begins. In orbital welding tube to tubesheet, heat input must balance between penetration and distortion.
A typical parameter map includes:
During procedure qualification, we often test multiple parameter windows with an Automatic orbital welding machine for tube to tubesheet to find the sweet spot where fusion is complete but tube thinning is minimal.
That testing stage defines the real tube to tubesheet welding procedure.
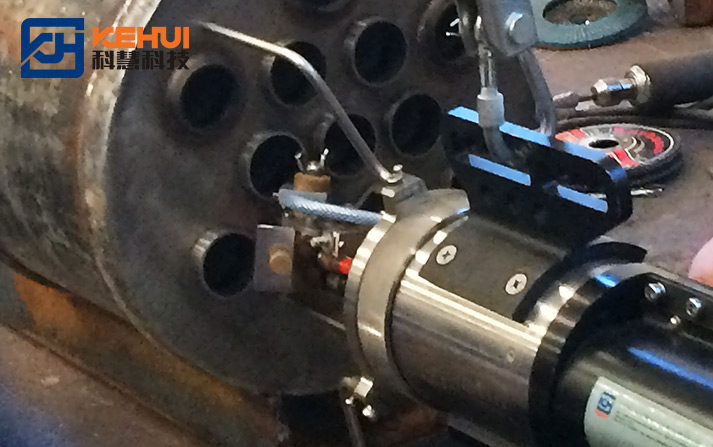
Manual welding introduces arc wander and inconsistent penetration. That’s why modern exchangers rely on an automatic tube to tubesheet welding machine.
A precision orbital welding machine for tube to tubesheet welding keeps the torch path constant and heat input uniform. With repeatable orbital motion, the tube to tubesheet joint looks identical from tube #1 to tube #1200.
When customers move to an Automatic orbital welding machine for tube to tubesheet, they usually notice three things:
Automation doesn’t just make welding faster—it makes the tube to tubesheet welding procedure measurable.

A professional tube to tubesheet welding procedure includes inspection thinking from the start.
Depending on service conditions, the tube to tubesheet joint may require:
Consistent weld geometry from an orbital welding machine for tube to tubesheet welding makes inspection more reliable. Variability is the enemy of NDT.

After years of building automatic tube to tubesheet welding machine systems, one pattern repeats: good procedure plus stable motion equals durable exchangers.
When engineers optimize orbital welding tube to tubesheet parameters and lock them into a controlled system, production becomes predictable. The tube to tubesheet joint stops being a risk point and becomes a confidence point.
So the real goal of a tube to tubesheet welding procedure isn’t just passing qualification. It’s ensuring every tube, every shift, every exchanger meets the same standard—quietly, consistently, and without surprises.


