Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Every day, someone buys the wrong orbital welding head. Not because they’re careless. Because no one explained the real difference between the two main types of orbital welding heads – and the cost of that mistake shows up in rejected we...
Every day, someone buys the wrong orbital welding head. Not because they’re careless. Because no one explained the real difference between the two main types of orbital welding heads – and the cost of that mistake shows up in rejected welds, missed deadlines, and frustrated operators.
We’ve been building both kinds of orbital welding heads since 1994. We’ve shipped to over fifty countries. And we’ve seen the same pattern repeat: a shop buys an open head orbital welding machine for thin-wall stainless work, or a closed head orbital welding machine for heavy-wall carbon steel pipeline. Both choices fail. Both cost money.
Here’s what you need to know about orbital welding heads that no one puts in the brochure. Not which is “better” – but which is right for what you actually weld.

We had a customer in the Midwest who welded sanitary tubing – 2-inch schedule 10s 304L, day in and day out. They bought an open head orbital welding machine because it was cheaper and faster to set up. The salesperson said it would work fine with proper internal purge.
It didn’t.
The orbital welding head did its job. The arc was stable. The travel was smooth. But the exposed weld zone allowed oxygen to reach the root despite their best purge efforts. Every weld had blue oxide on the inside. Their rejection rate hit 18% before they called us.
We replaced their open head orbital welding machine with a closed head orbital welding machine – our KHGC. The sealed chamber eliminated the oxidation. The same operators, the same pipe, the same purge gas. Rejection rate dropped to under 2%.
The lesson: some applications demand a closed head orbital welding machine. No open head orbital welding machine can match the gas coverage of a sealed chamber on thin-wall stainless. If you weld sanitary tubing, pharmaceutical lines, or semiconductor gas systems, you need a closed head orbital welding machine. Period.
The reverse happens just as often.
A pipeline contractor bought a closed head orbital welding machine because they thought “closed is better.” They were welding 12-inch schedule 80 carbon steel X65. The orbital welding head worked, but every setup took 15 minutes instead of 5. The sealed chamber added weight and complexity. On a 50-mile pipeline, those extra minutes per joint added days to the project.
They switched to an open head orbital welding machine – our KHGK. Setup time dropped by two-thirds. The welds were identical in quality because on heavy-wall carbon steel, the sealed chamber wasn’t buying them anything. The orbital welding head was simpler, lighter, and faster.
The lesson: for thick-wall carbon steel or stainless (schedule 40 and above), an open head orbital welding machine is usually the better choice. The closed head orbital welding machine adds cost and complexity without improving weld quality.

Here’s what you won’t learn from a spec sheet about orbital welding heads.
Weight matters more than you think. A closed head orbital welding machine is heavier than an open head orbital welding machine of the same diameter range. That weight wears on operators over a 10-hour shift. Fatigue leads to mistakes. We’ve seen shops switch from closed to open heads just to keep their welders fresh.
Purge time adds up. A closed head orbital welding machine needs time to seal and purge – typically 60 to 120 seconds before each weld. On a job with 500 joints, that’s 8 to 16 hours of non-welding time. An open head orbital welding machine with internal purge only is ready to weld as soon as the pipe is purged.
Maintenance is different. The seals on a closed head orbital welding machine wear out. They need replacement. The orbital welding head won’t seal properly if the seals are damaged. An open head orbital welding machine has no seals to fail. It’s simpler, which means less to break.
Diameter range matters. Most closed head orbital welding machine units top out at 4 or 6 inches. An open head orbital welding machine can handle 8 inches and larger with the right track. If you weld above 6 inches, your choice is made for you.
Many shops don’t weld just one type of pipe. They weld thick-wall carbon steel in the morning and thin-wall stainless in the afternoon. They need both types of orbital welding heads – but they don’t want to buy two complete systems.
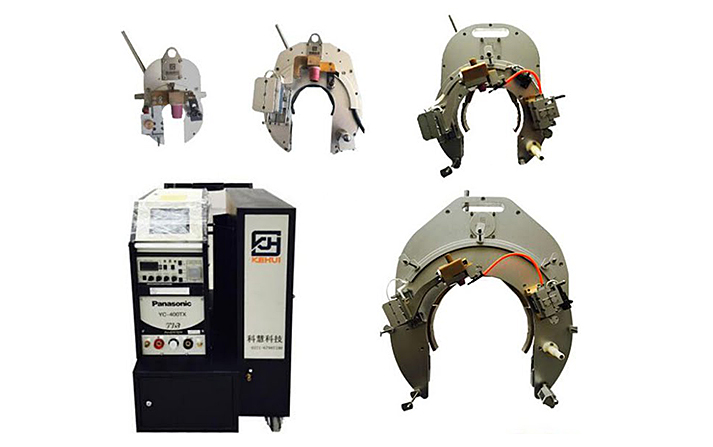
That’s why we built the KH-315A. One power source. Three interchangeable orbital welding heads: an open head orbital welding machine (KHGK), a closed head orbital welding machine (KHGC), and a tubesheet head (KHB12-80). Switch in minutes. Keep welding.
For fabricators who do mixed work, this is the most cost-effective way to own both orbital welding heads without maintaining two separate machines.
If you’re standing in your shop right now, trying to choose between an open head orbital welding machine and a closed head orbital welding machine, run this test.
Take the thinnest stainless steel pipe you weld regularly. Weld a joint with your current process. Cut it open. Look at the inside of the root.
– If you see blue, grey, or black oxide, you need a closed head orbital welding machine.
– If the root is silver or straw-colored, an open head orbital welding machine is fine.
That’s it. The visual tells you everything about whether you need the sealed environment.
For carbon steel or heavy-wall stainless (schedule 40+), the test is different. Time yourself setting up each type of orbital welding head on a representative joint. Multiply the setup time by the number of joints you weld per week. If the closed head orbital welding machine costs you more than an hour per week in extra setup, ask yourself whether the weld quality improvement justifies it. On thick-wall, it usually doesn’t.
We manufacture four types of orbital welding heads because we serve four types of customers.
– KHGK – Our standard open head orbital welding machine. For pipeline, process piping, carbon steel, and stainless above schedule 10. Fast setup, wide diameter range, field-ready.
– KHGC – Our closed head orbital welding machine. For thin-wall stainless, sanitary tubing, pharmaceutical, semiconductor. Perfect gas coverage, no oxidation, repeatable results.
– KHB12-80 – A specialized orbital welding head for tube-to-tubesheet (heat exchangers, boilers). Not open or closed – a third category entirely.
– KH-315A – The 3-in-1 system with interchangeable orbital welding heads: open, closed, and tubesheet. One power source, three heads.
If you need an open head orbital welding machine, buy the KHGK. If you need a closed head orbital welding machine, buy the KHGC. If you need both, buy the KH-315A.
Choosing between an open head orbital welding machine and a closed head orbital welding machine isn’t about which is “better.” It’s about which fits your material, your environment, and your production volume.
– Thin-wall stainless + high purity = closed head orbital welding machine.
– Thick-wall carbon steel + field work = open head orbital welding machine.
– Mixed work = both orbital welding heads (KH-315A).
We’ve been building orbital welding heads since 1994. We’ve helped customers in over fifty countries make this choice. We can help you too.
Call us. Tell us what you weld. We’ll recommend the right orbital welding head – open, closed, or both. We’ll send an engineer to your shop to train your people. And we’ll be there when you need support.
Because after 31 years, we know that the best orbital welding heads aren’t just the ones we build – they’re the ones that solve your problem without creating new ones.
We value your message!
Please fill the below, We will customized the solution to your needs.

