Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: If you are choosing an orbital welding machine, one of the biggest decisions is selecting between an open orbital welding head and a closed orbital welding head. Both welding heads are widely used in orbital welding systems, but they se...
If you are choosing an orbital welding machine, one of the biggest decisions is selecting between an open orbital welding head and a closed orbital welding head.
Both welding heads are widely used in orbital welding systems, but they serve different applications, materials, and welding requirements. As a global automation integrator specializing in sourcing top-tier brand components to build custom production lines, we have implemented these systems across diverse manufacturing landscapes—from the strict pharmaceutical facilities of Europe to heavy infrastructure projects in the Middle East.
This guide explains the differences, advantages, disadvantages, and ideal applications to help manufacturers choose the right orbital welding solution for their specific production goals.

A closed orbital welding head (often referred to as a fusion weld head) is a fully enclosed chamber that clamps entirely around the tube or pipe. During the process, the air inside the chamber is completely purged and replaced with an inert shielding gas (usually Argon) before the arc ignites.
Because the chamber is sealed, it provides an oxy-free environment that yields flawless, ultra-pure welds without any discoloration or oxidation. This head does not typically use filler wire; instead, it relies on autogenous (fusion) welding, where the two tube ends melt directly into each other.
Ultimate Gas Shielding: Perfect protection against atmospheric contamination.
Compact Profile: Its slim design allows it to fit into tight spaces with low radial clearance, common in complex piping manifolds.
High Efficiency: Streamlines automatic orbital welding for high-volume, repetitive tasks.

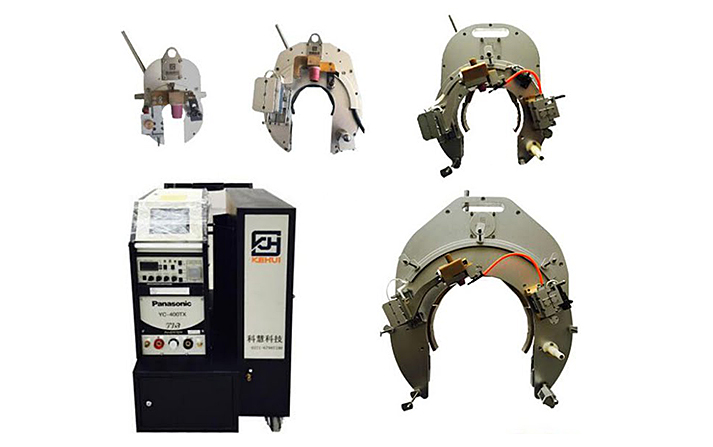
An open orbital welding head features an open-frame design where the torch rotates around the pipe on a track or mechanical ring, exposing the weld pool to the surrounding environment (though directly protected by a gas nozzle).
Unlike closed systems, an open-style head is equipped with a mechanical torch-weaving mechanism and a filler wire feed system. This allows the system to perform multi-pass welds on heavier materials that require extra metal to fill a joint bevel.
Unmatched Flexibility: Accommodates a massive range of larger pipe diameters and wall thicknesses.
Filler Wire Capability: Essential for heavy-duty orbital pipe welding where joint gaps must be filled.
Real-Time Monitoring: Allows operators to visually inspect or use arc-voltage control (AVC) to adjust the torch position during operation.
To select the right addition for your orbital welding machine, it helps to look at how their capabilities align with your raw materials:
| Feature | Closed Orbital Welding Head | Open Orbital Welding Head |
| Primary Joint Type | Square butt joints (Autogenous/Fusion) | Beveled joints (Requires filler wire) |
| Wall Thickness Capability | Thin-wall only (Typically under 3mm) | Thick-wall / Multi-pass (No theoretical limit) |
| Filler Wire Integration | No | Yes (Internal or external spool) |
| RadialClearance Needed | Extremely low | Moderate to high |
| Primary Industry Use | Semiconductor, Pharma, Food & Dairy | Oil & Gas, Power Generation, Shipbuilding |
If your facility is manufacturing products for biopharma, semiconductor fabrication, or aerospace fluid lines, a closed orbital welding head is mandatory. These industries utilize thin-walled stainless steel or exotic alloys where a single microscopic pocket of oxidation can contaminate a whole batch of product.
For industries handling high-pressure oil pipelines, steam lines in power plants, or heavy structural steel, orbital pipe welding requires multiple layers of weld metal to ensure joint structural integrity. The open orbital welding head excels here, managing thick-walled pipe schedules easily by laying down continuous, multi-pass welds through robust automatic orbital welding programming.
The closed orbital welding head is the gold standard for thin-wall tubing. Its fully sealed gas chamber ensures zero oxidation, making it the ideal choice for high-purity, autogenous (no filler wire) fusion welding on sanitary tubing.
An open orbital welding head is highly recommended for thick-wall pipes. Because thick pipes require a beveled joint and extra material to fill the gap, the open head’s ability to feed filler wire and perform multi-pass welding is absolutely essential for heavy-duty orbital pipe welding.
Yes, most modern, premium orbital welding machine power supplies are designed to be multi-functional. By utilizing quick-disconnect cables and selecting the corresponding software profile on the controller, a single power source can drive both open and closed weld heads depending on your changing project needs.
Closed heads are generally engineered for smaller size ranges, typically handling outer diameters (OD) from as small as 1/8 inch (3mm) up to 6 inches (168mm). For pipe diameters larger than 6 inches, an open-frame system becomes much more practical and cost-effective.
Your choice boils down to three main variables: wall thickness, filler wire requirements, and clearance limits. If you are welding thin-wall tubes without filler wire in tight spaces, go with a closed head. If you are joining thick-walled process piping that requires beveled joints and filler wire, opt for an open head.
Selecting the wrong weld head architecture can lead to costly structural failures or rejected batches. As an independent automation integrator, we look at your specific material dimensions, production volumes, and budget to source the exact orbital welding machine configuration and head style that guarantees maximum ROI.
Contact our engineering team today to design a tailored automatic orbital welding solution for your shop floor.
We value your message!
Please fill the below, We will customized the solution to your needs.


